该文档为码垛工艺包的使用说明手册,其主要步骤及图示基于 JAKA v1.7.1 版本控制器软件,与 1.7.0 可能存在一些差异,当有额外的步骤或注意事项时会在步骤下方指出。同时以下指南中的步骤均已码垛为例,当需要使用拆垛功能时,将取料点设置为放料点即可(实际上软件中还是显示的取料点)
使用指南
坐标系标定
在开始使用码垛包之前,需要标定托盘坐标系和标定吸盘(夹爪)工具坐标系 。这一步的目的是建立托盘和夹爪的位置关系。
- 标定托盘坐标系
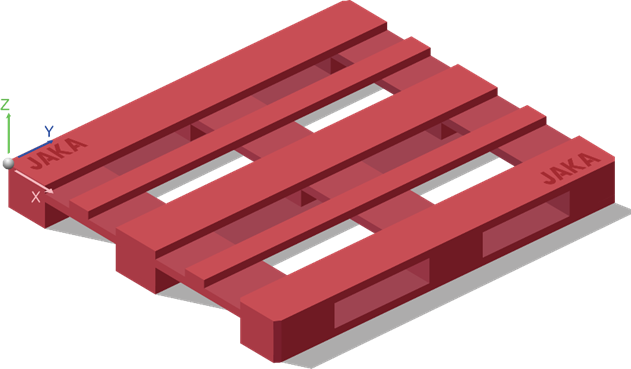
我们需要找到托盘的一个角来设置一个用户坐标系,作为这个托盘的托盘坐标系,通常找的是托盘定位的那一个角。这样做的好处是即使更换了托盘的尺寸,也无需重新标定。
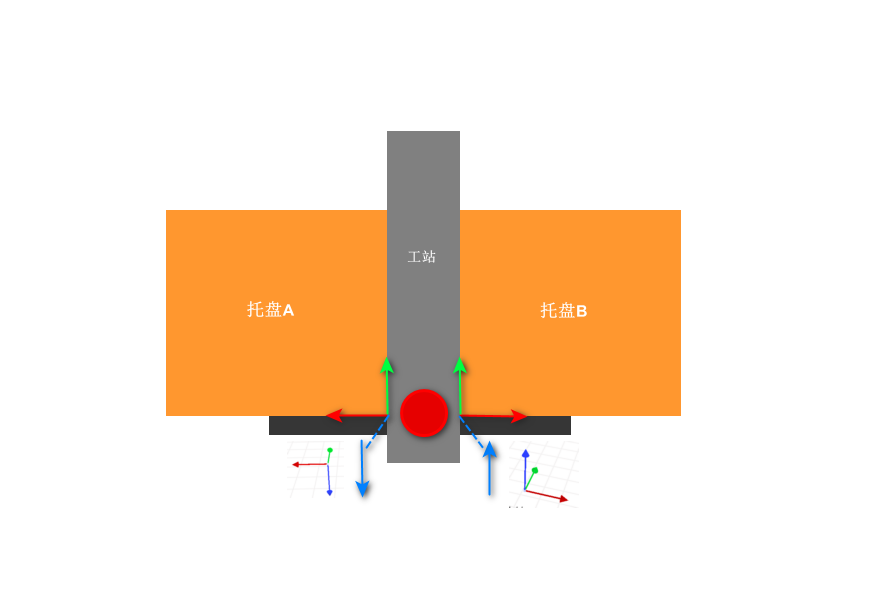
在双托盘系统中,对称设置坐标系时,总会有一侧的坐标系Z轴是向下的(指向地面)。
注意:托盘坐标系需要标定在托盘的表面,不是底面的角。
标定TCP
如下图所示,需将吸盘(夹爪)示教到抓取位置后,此时箱子表面中心点为工具坐标系的原点,箱子的宽度方向为 X 方向,箱子的长度方向为 Y 方向。
创建垛型
从指令栏中拖出一条码垛指令块,点击指令块即可进入垛型管理页面。
-点击“创建新垛型”,输入垛型名称创建一个新的垛型。
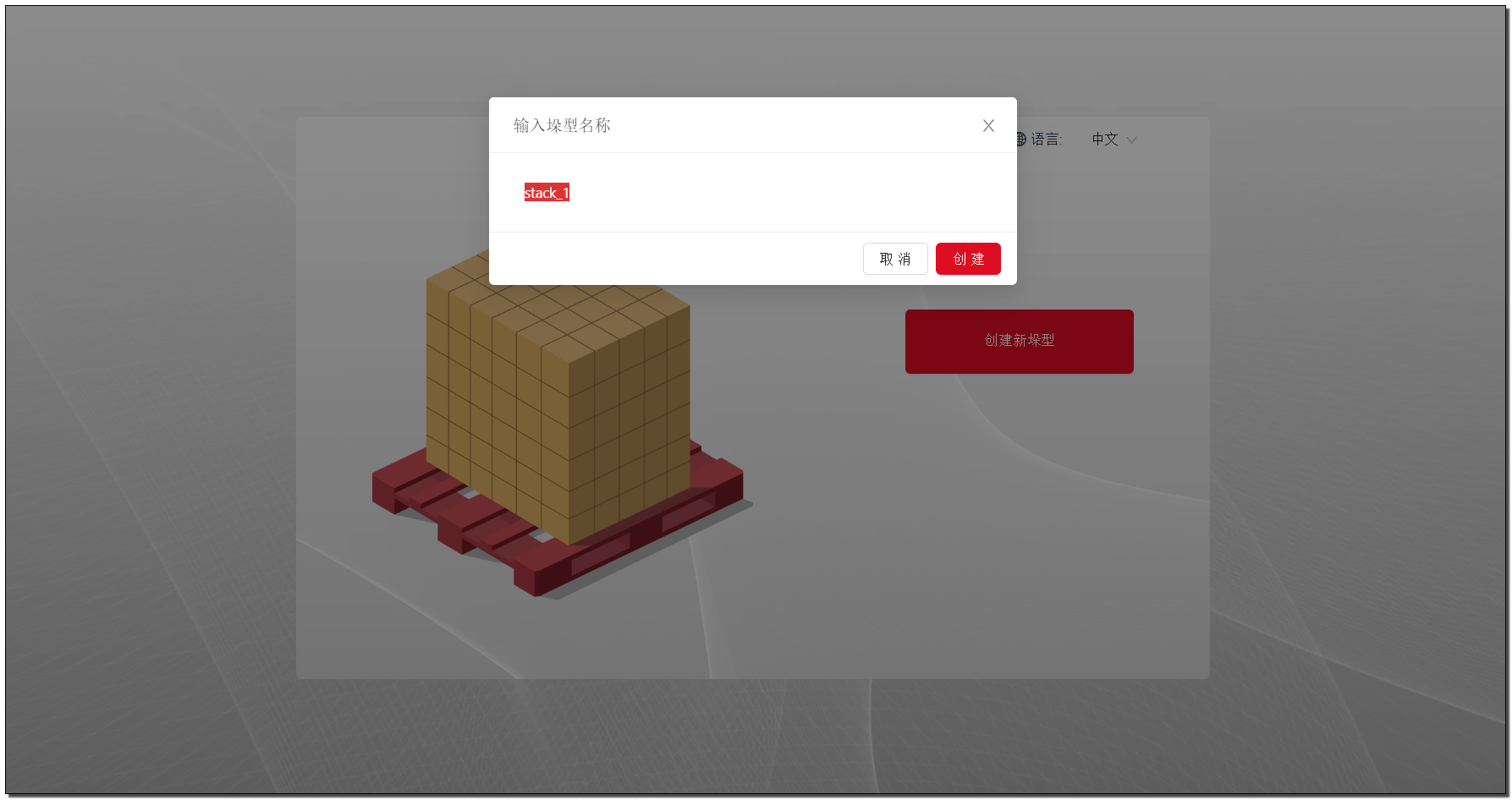
创建完成后,我们将通过 4 个步骤来定义垛型。
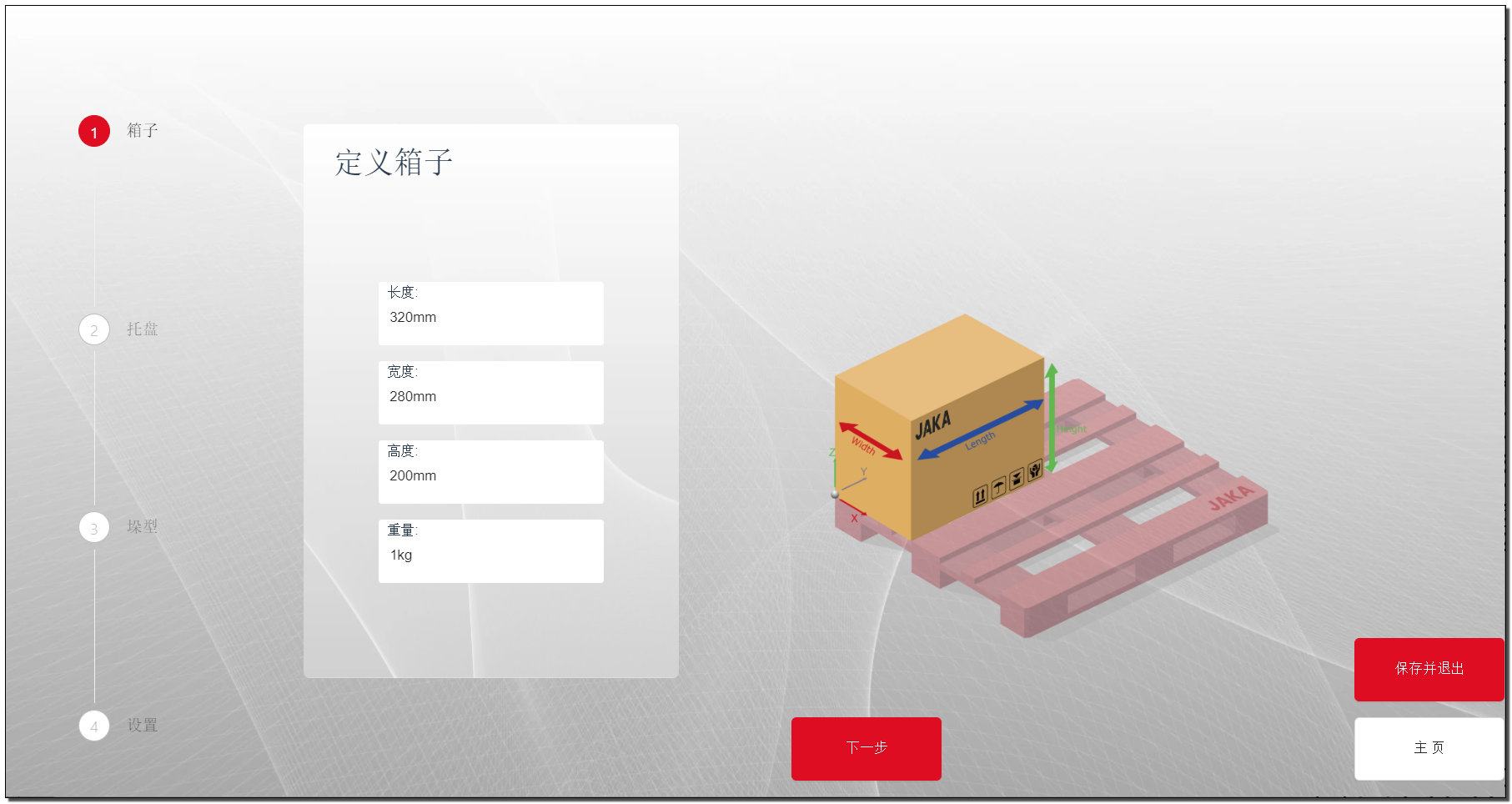
步骤 1 :定义箱子
输入箱子的长宽高及重量,在码垛过程中会根据该重量调整负载。
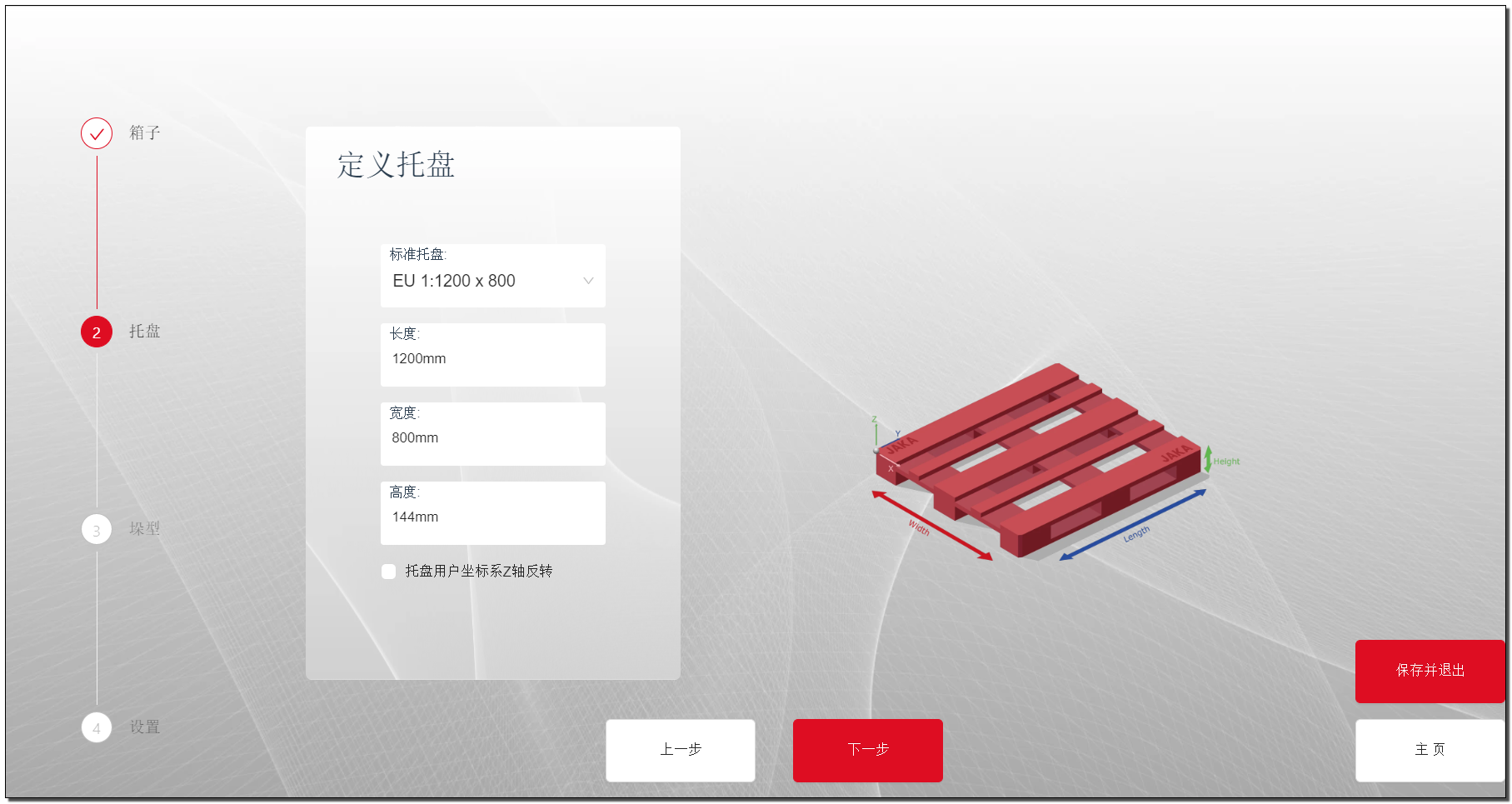
步骤 2 :定义托盘
选择预设的标准托盘尺寸,或者输入自定义的托盘长宽高。
- 托盘用户坐标系 Z 轴反转
是否需要勾选,取决于托盘坐标系的 Z 轴是否指向地面。如果不明白,可以参考前面的托盘坐标系标定小节。
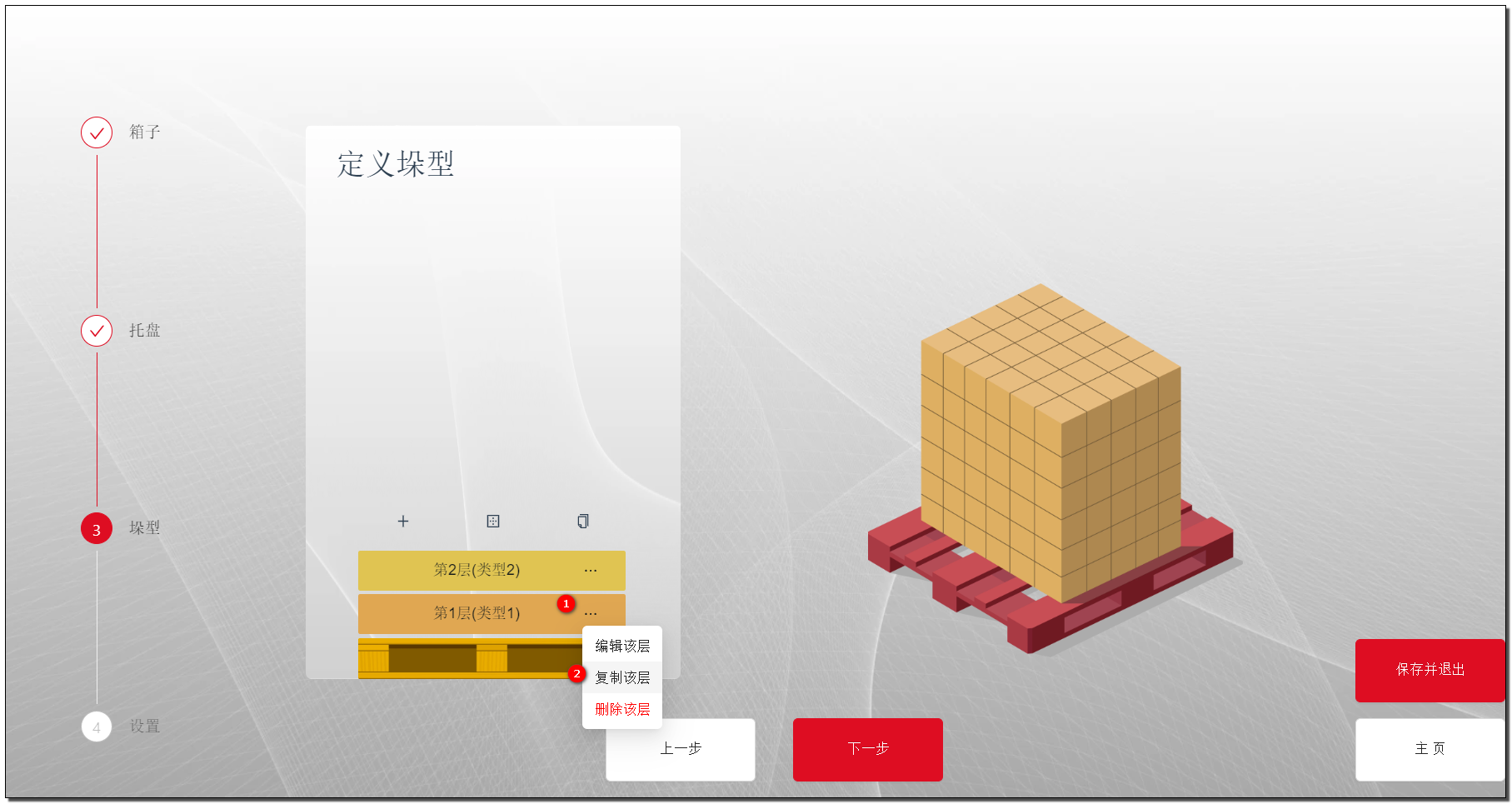
步骤 3 :定义垛型
垛型定义页面支持添加新的层型和垫层。
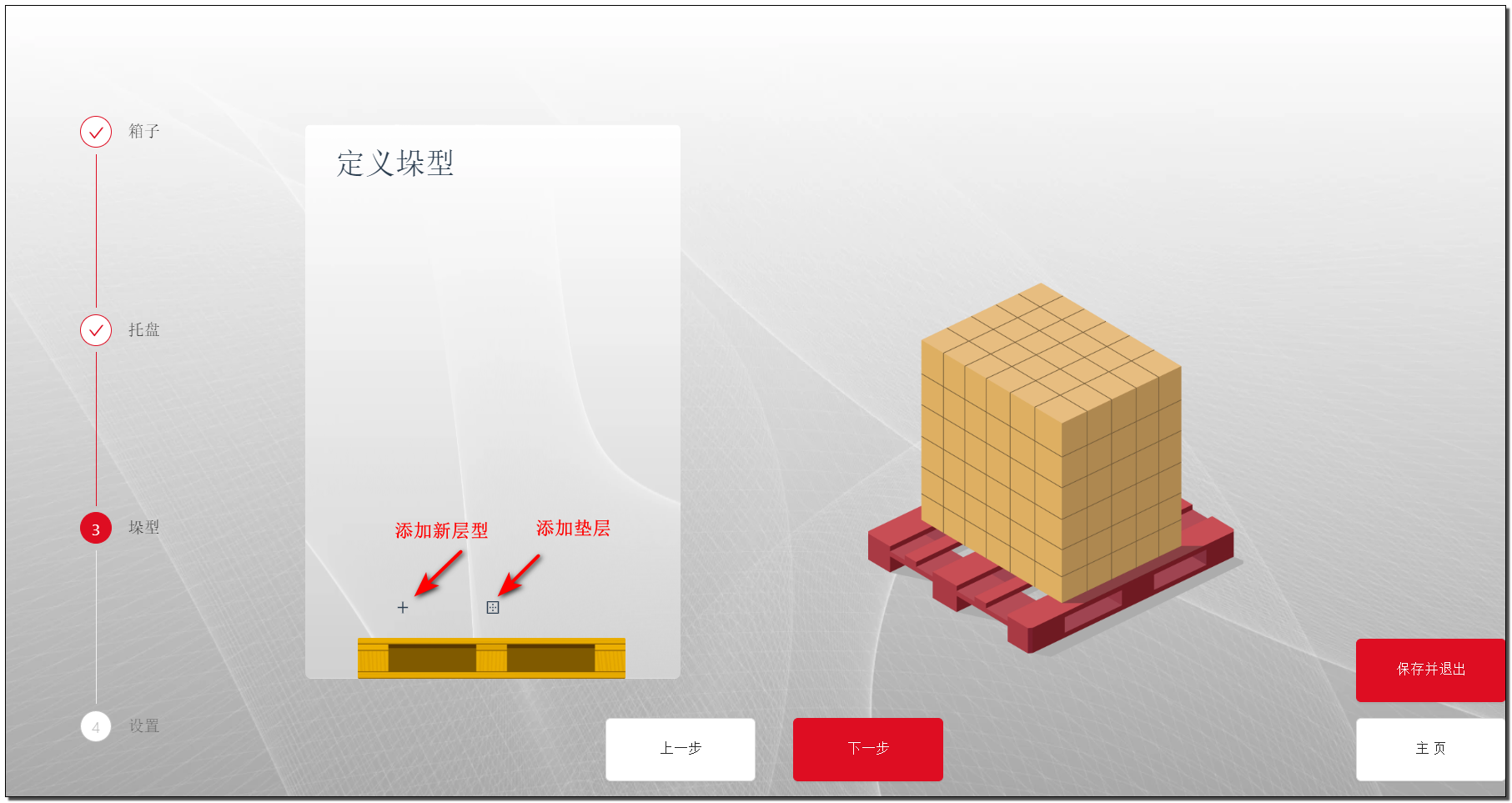
点击 + 号按钮,新建一种层型,点击后进入层型编辑页面。
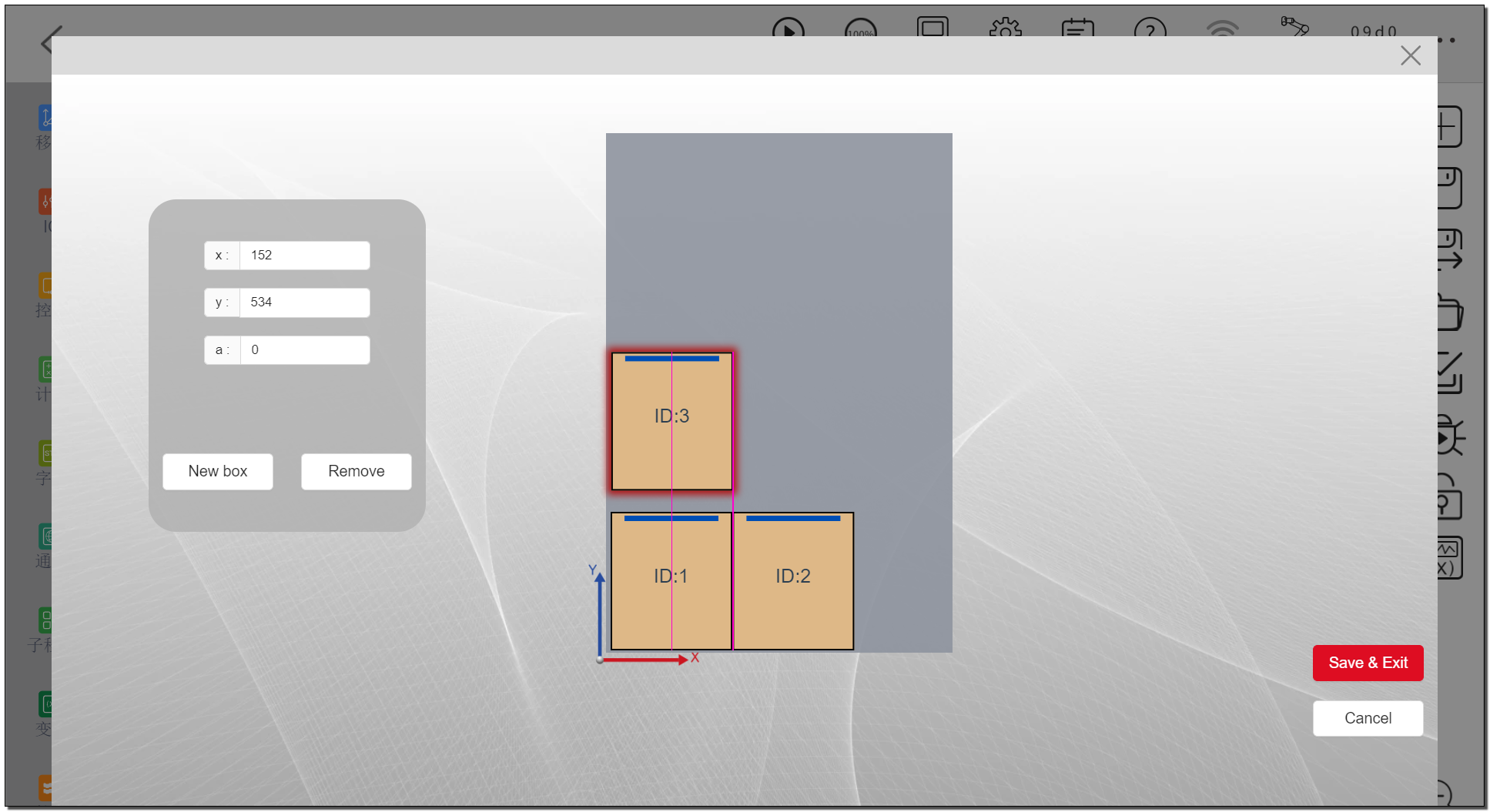
该页面中,灰色区域代表托盘,点击新建箱子会在托盘旁生成一个新的箱子。箱子上有蓝色条标记的方向代表 工具(TCP)的 Y 正方向,因此在取料时要注意调整好工具的角度,将其 Y 正方向指向正确的位置。
位置调整
您可以在坐标栏中输入具体数值来调整箱子的位置,也可以直接拖拽箱子到托盘上想要的位置,双击箱子调整旋转角度。在拖动箱子过程中,靠近其他箱子会有辅助线和吸附效果。箱子与箱子无法重叠,当检测到重叠时,会将当前正在移动的箱子复位到拖动前的位置。删除
如果您想删除多余的箱子,首先需要选中它。取消
点击取消将不会保存您刚才做过的更改,直接返回垛型页面。保存并退出
点击保存并退出,会保存刚才的更改。提示:码垛时会按照箱子上的 Id 由小到大的顺序进行。
当编辑完所有类型的层后,可以通过复制层来快速完成整个垛型。
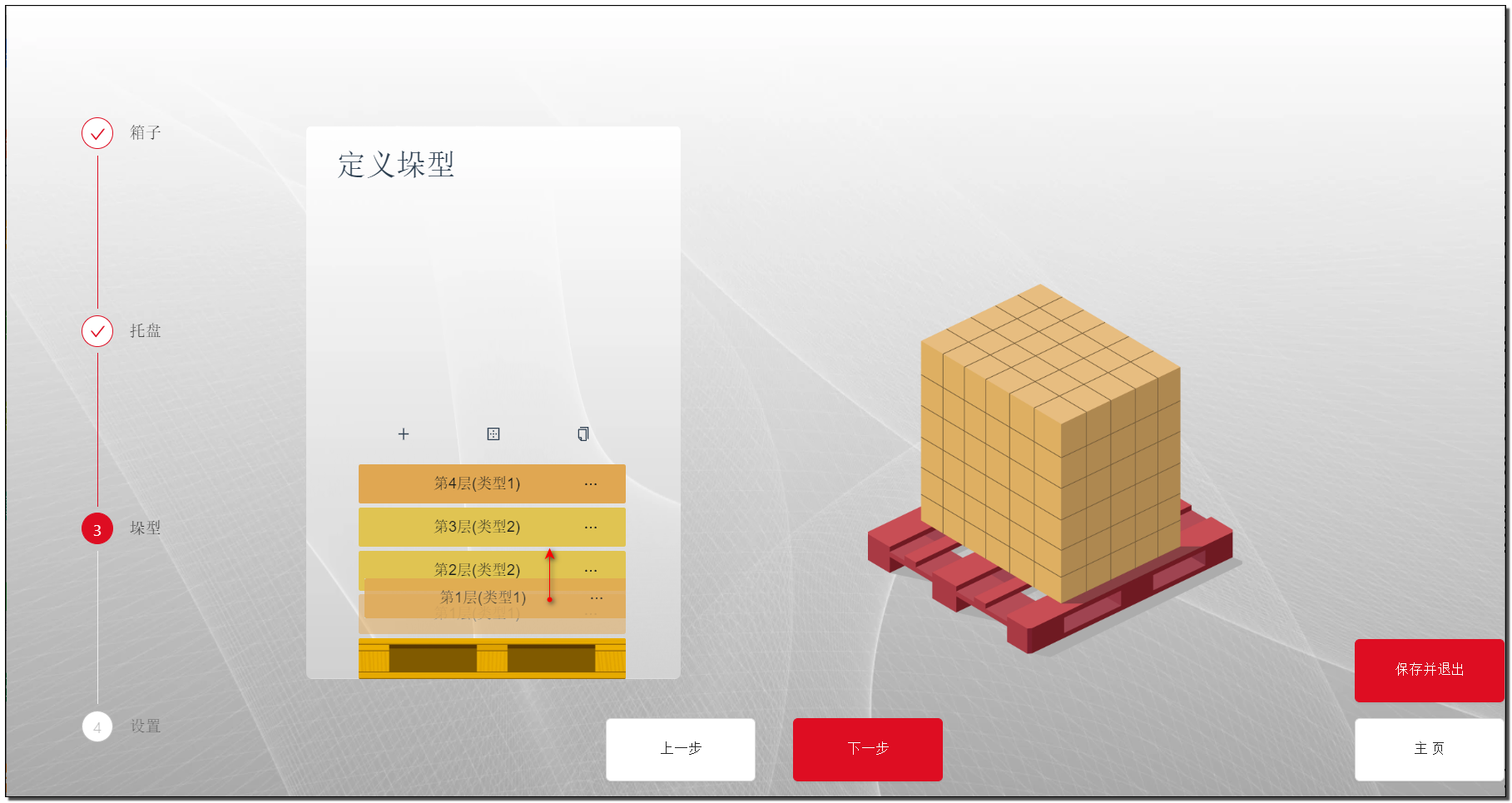
当您想调整垛型中层的顺序时,也可以简单的通过拖拽完成。
步骤 4 :码垛参数设置
码垛参数设置部分内容较多,主要包含了“信号设置”、“关键点位设置”、“抬升系数设置”、“放料偏置设置”、“延时设置”、和“运动设置” 6 个部分。其中只有“关键点设置”中的箱子取料点和托盘入口点是必须设置的,其余的参数可以根据实际需要进行配置和调整。
信号设置 以下所有的输入信号(DI)均为高电平生效,根据实际的信号使用情况进行勾选和配置。
- 箱子到位:在取料点上方会持续等待该信号,高电平时继续运行。
- 箱子缺失:当箱子到位信号为低电平时,输出高电平信号。
- 托盘到位:在到达托盘入口点后,持续等待该信号,高电平时继续运行。
- 托盘缺失:当托盘到位信号为低电平时,输出高电平信号。
- 抓取检测:取料完成后持续等待该信号,高电平时继续运行。
- 夹爪信号:取料时输出高电平信号,放料时输出低电平信号。
- 托盘重置:用于将托盘完成 DO 信号置为低电平。
- 托盘完成:在到达托盘入口点后,持续等待该信号,低电平(码垛未完成)时继续运行。当码垛包内部计数等于本次码垛的计数时,输出高电平信号。
关键点设置
提示:
在进行点位设置前,请先确保机器人处于上使能状态。如果需要切换到主页进行上使能操作,请务必先点击保存并退出,以免导前面的设置全部丢失。
注意:
在JAKA控制器软件 v1.7.0.x 版本上使用时,未上使能移动机器人会自动跳转至主页,导致前面的数据未保存,因此一定义要注意保存。
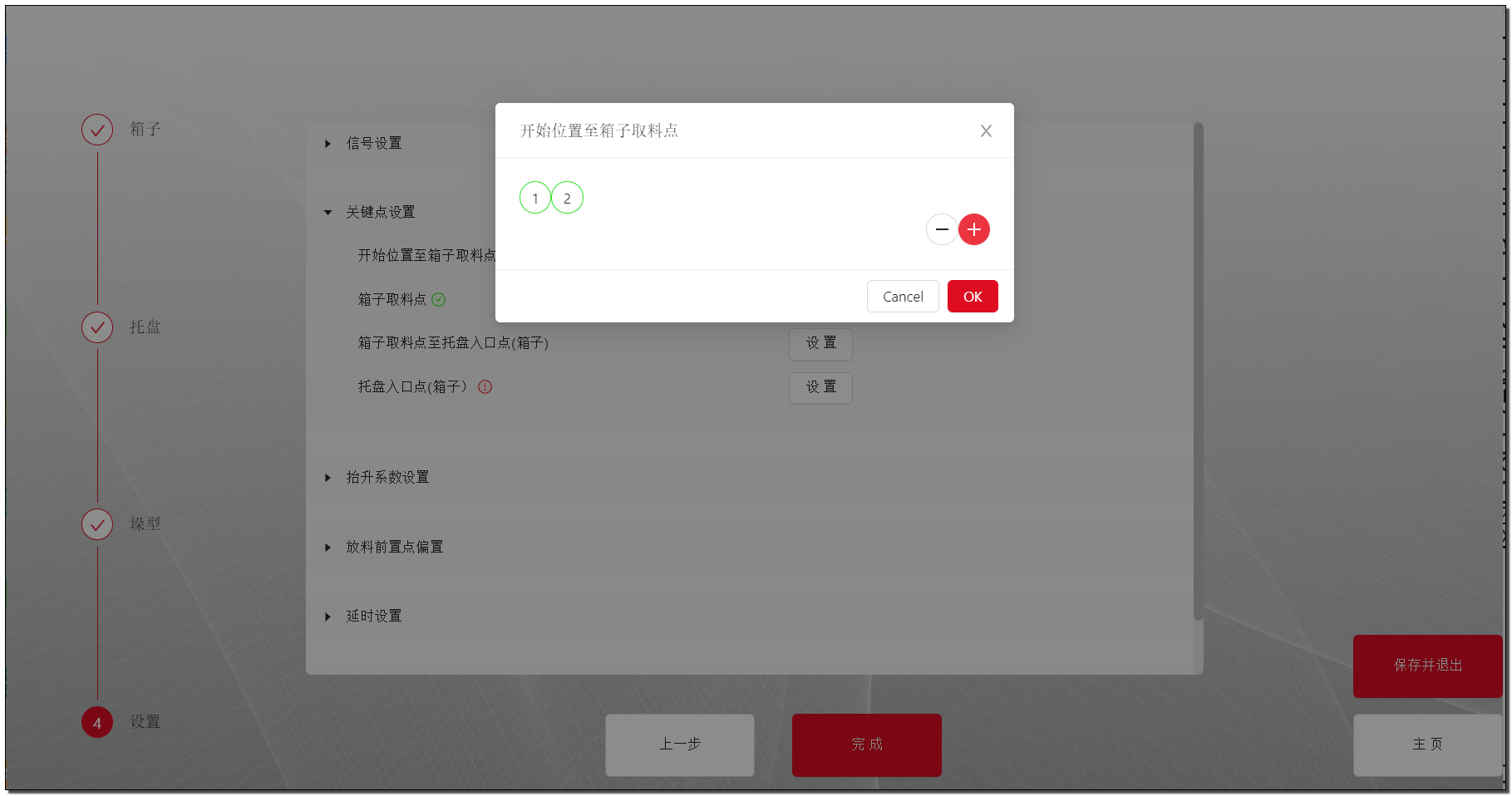
-开始位置至箱子取料点
这里可以设置一系列过渡点,从进入码垛程序前程序中最后一个点开始,到箱子取料点上方结束。可以添加任意多个点,也可以不添加,根据实际环境来决定。
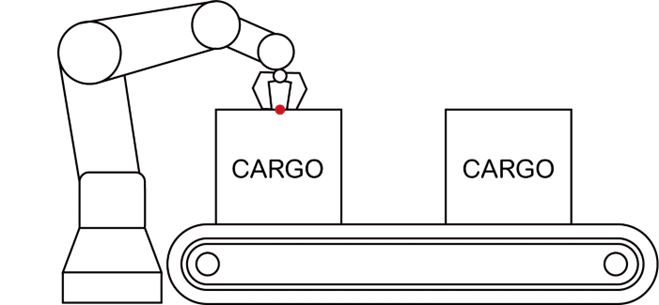
箱子取料点
如图所示,将吸盘(夹爪)示教至吸(抓)取箱子的位置,保存为箱子取料点。注意此时 TCP 的 X 轴应指向箱子的宽度方向。
提示:当使用拆垛指令时,该点实则为放料点。
- 箱子取料点至托盘入口点
这里可以设置一系列过渡点,从箱子取料点上方开始,到托盘入口点结束。可以添加任意多个点,也可以不添加,根据实际环境来决定。
托盘入口点
托盘入口点是一个公共过渡点,是进入托盘前的最后一个点,也是退出托盘后的第一个点。这个点的高度会根据垛的高度实时调整,但最低点永远都将是您设置的位置。一般来说这个点应该设置在托盘外部,但也可以根据实际情况进行测试调整。
设置完成后会看到点位后面的图标变为绿色的对勾。

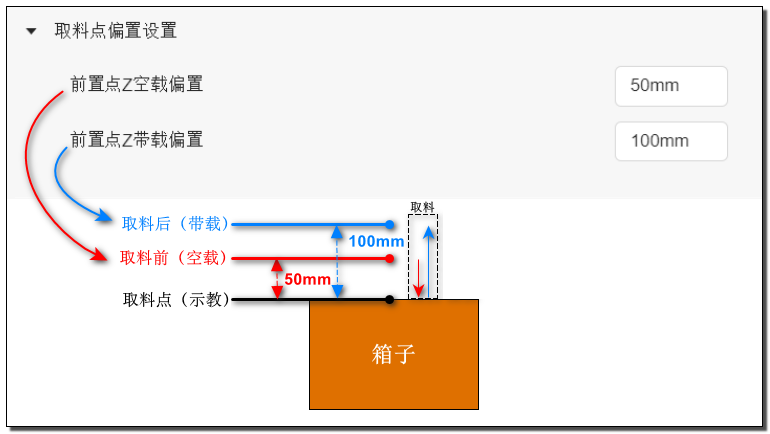
取料点偏置设置
设置取料点偏置参数,定义了取料前(空载)和 取料后(带载)分别应该升高到什么位置(相对于示教的取料点)。偏置距离的单位是 mm ,码垛包会自动将这个距离加到取料点位置上,生成取料前后的点位。
放料点偏置设置
设置放料点偏置参数,其中Z方向空载与带载参数和取料点的设置类似,只是正好相反,放料前为带载,放料后为空载。为了保证箱子可以安全的放置到位且不会挤压到其他箱子,另外开放了 X 和 Y 方向的偏置参数,该偏置参数只会在码垛时对放料前生效。
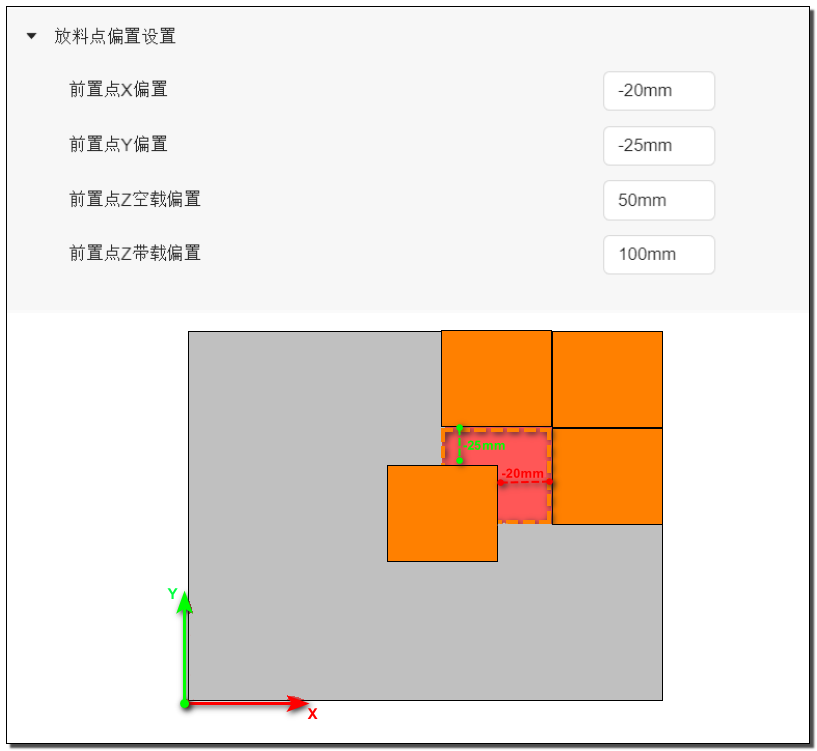
注意:如果设置了 X 和 Y 方向的偏置参数,请确保箱子的摆放顺序是合理的,避免碰撞。为了避免因摆放顺序导致的碰撞,默认值为0,即在放料位置上方垂直下降。
延时设置
- 取料延时时间:开始吸取箱子后,延时的时间。
- 放料延时时间:放置箱子后,延时的时间。
- 箱子到位延时时间:箱子到位信号就绪后,延时的时间。
运动设置
圆弧过渡:码垛过程中所有运动段间的圆弧过渡参数。
提示:由于信号等待、socket 通讯会打断圆弧过渡的原因,部分运动段无法进行连续运动和圆弧转接。空载速度:机器人末端没有箱子时的速度。
带载速度:机器人末端有箱子时的速度。
取放料前减速距离:在取放料点上方某个高度开始降速运动。
提示: * 当这个距离大于取料前置点的高度时,取料前置点抬高。 * 当大于放料前置点时,减速距离等于放料前置点的高度。取放料前减速至:当到达上述设置的减速距离时,降速运动的目标速度。
编辑程序
到此为止,我们已经完成了坐标系设置、垛型创建和码垛参数配置。接下来可以开始编辑程序的部分。以下示例程序将展示核心的四个部分,用户可以根据实际场景进行扩展和完善。
初始化负载及坐标系
为了使码垛程序能正确的切换负载,我们需要初始化负载,此时的重量为末端工具的重量,偏置为码垛时工具的TCP中心即可。同时需要切换到正确的坐标系,使码垛程序知道工具和托盘的位置。
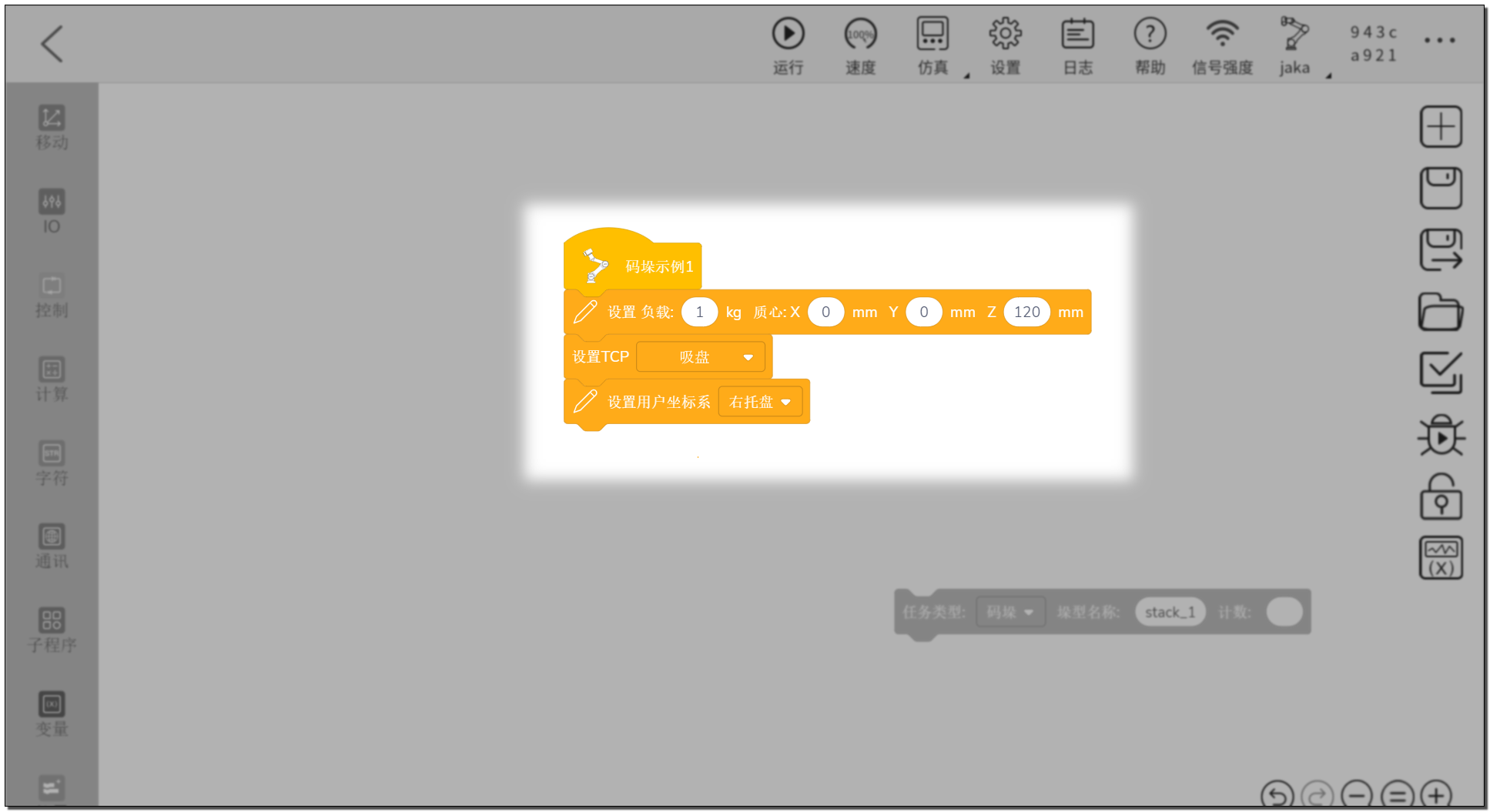
提示:初始化负载可以有效避免因中断程序导致到负载持续叠加。
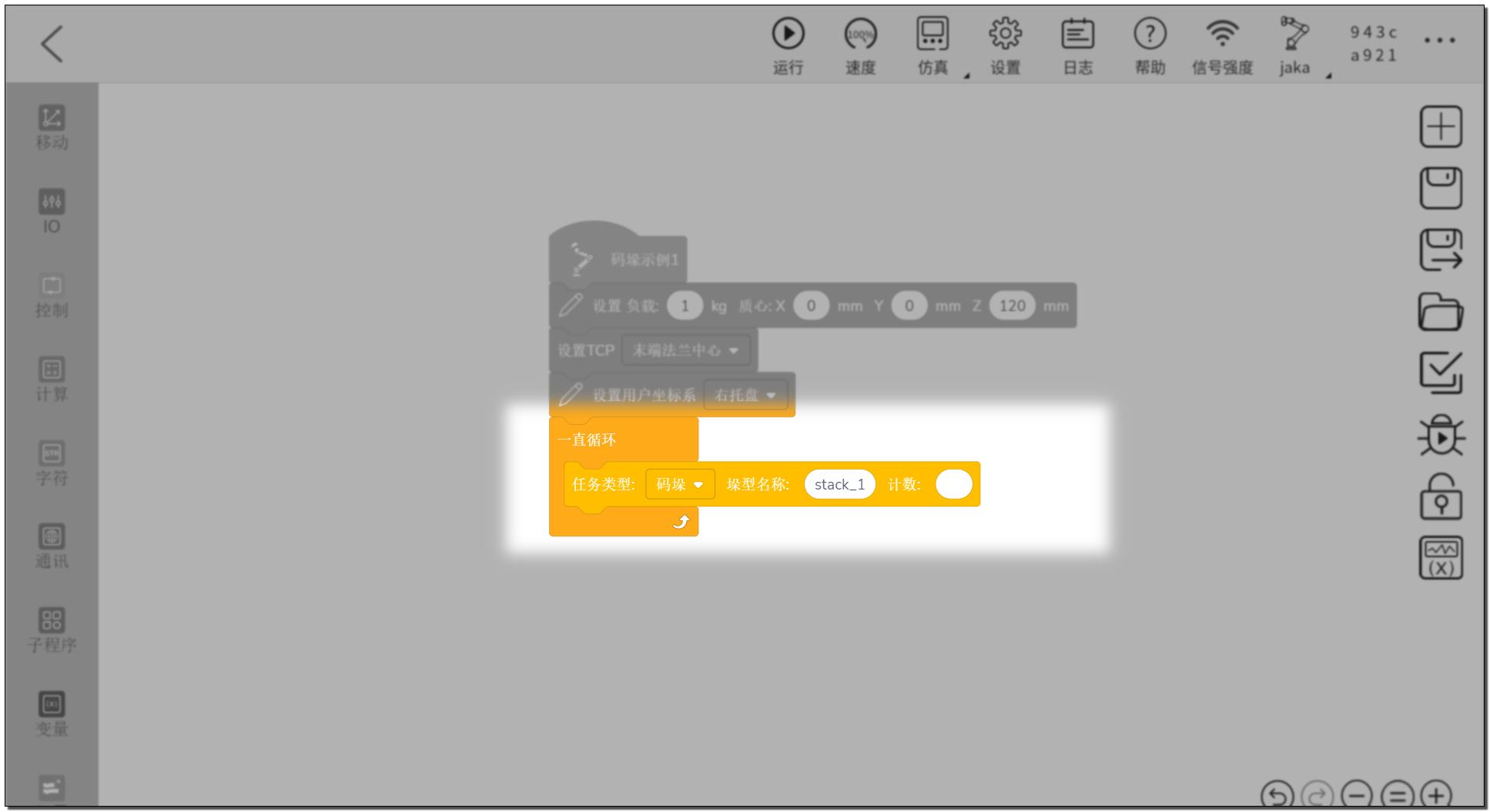
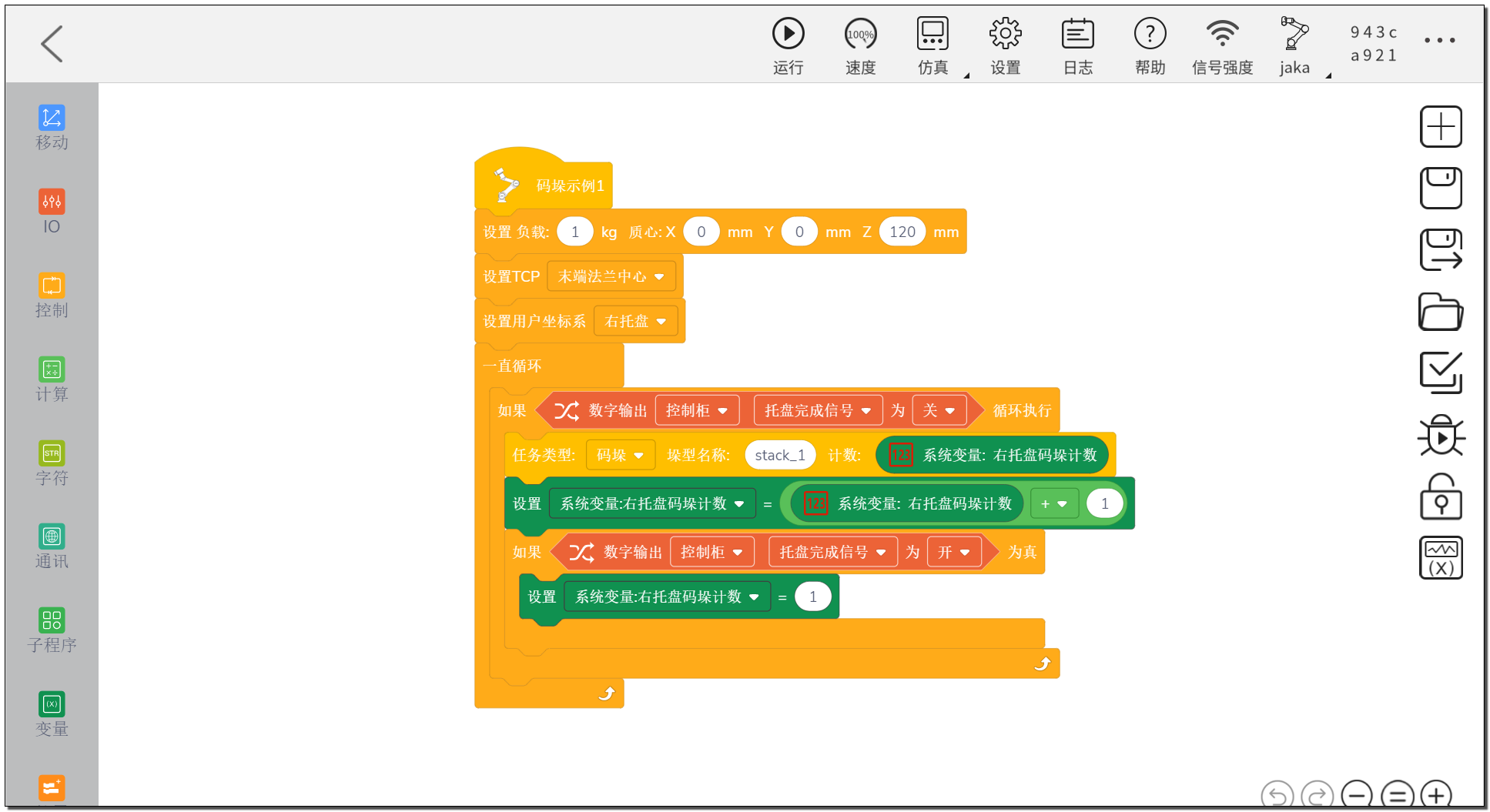
构建码垛循环
为了使机器人可以一个接一个的将箱子码放在托盘上,需要使用循环逻辑来重复执行码垛指令。
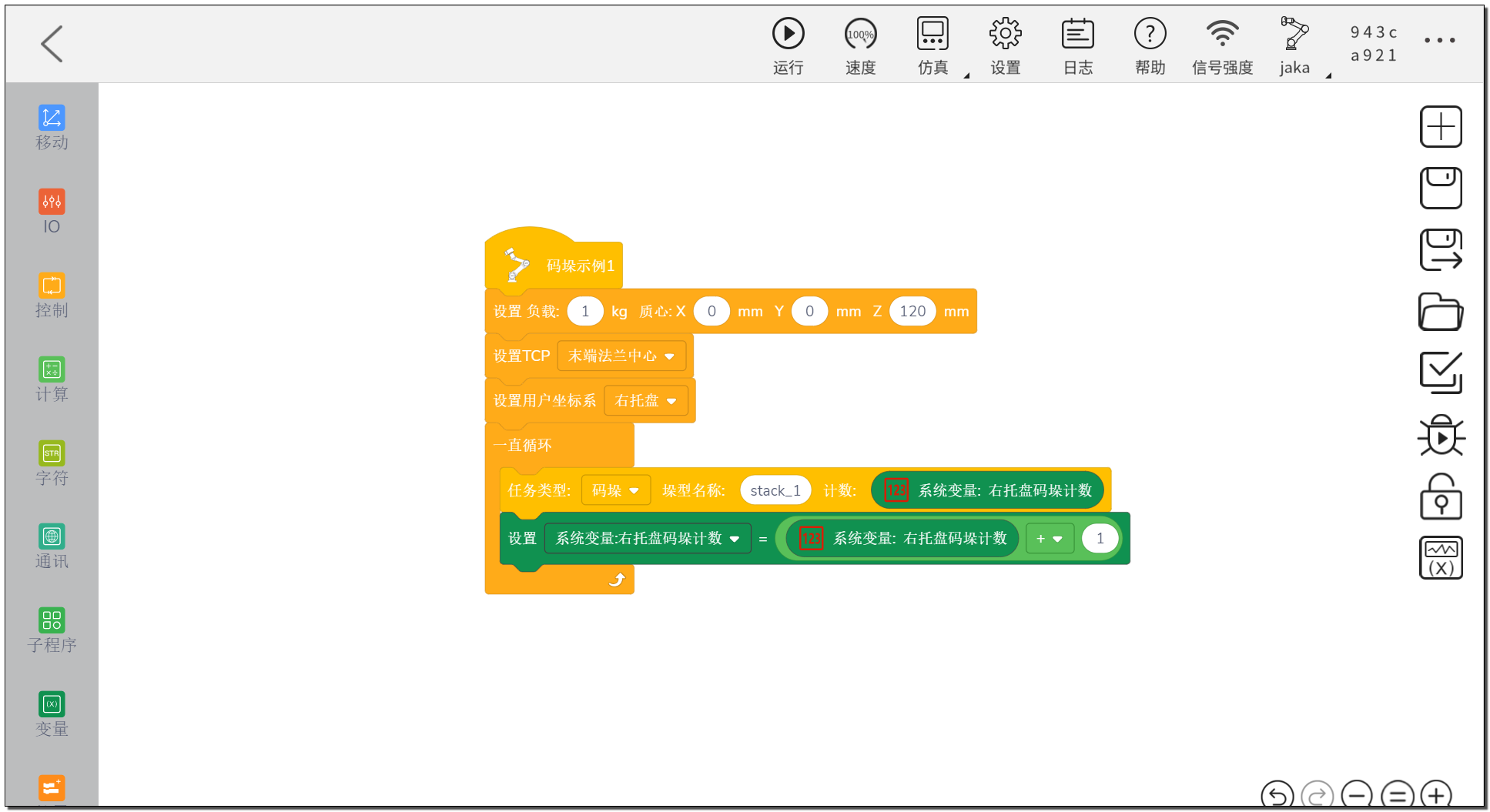
码垛计数变量
上一步骤中,虽然我们使用循环指令使的码垛指令可以重复执行,但此时码垛指令并不知道需要码放第几个箱子。因此需要我们在计数输入框内输入一个数值,用来指定码放第几个箱子。
提示:计数从 1 开始。
这里使用系统变量作为计数输入,这样可以在程序循环中对该值进行累加,从而一个接一个的进行码垛。同时系统变量拥有持续保存的特性,可以在程序停止后再次恢复码垛。

使用该变量并添加累加的程序。
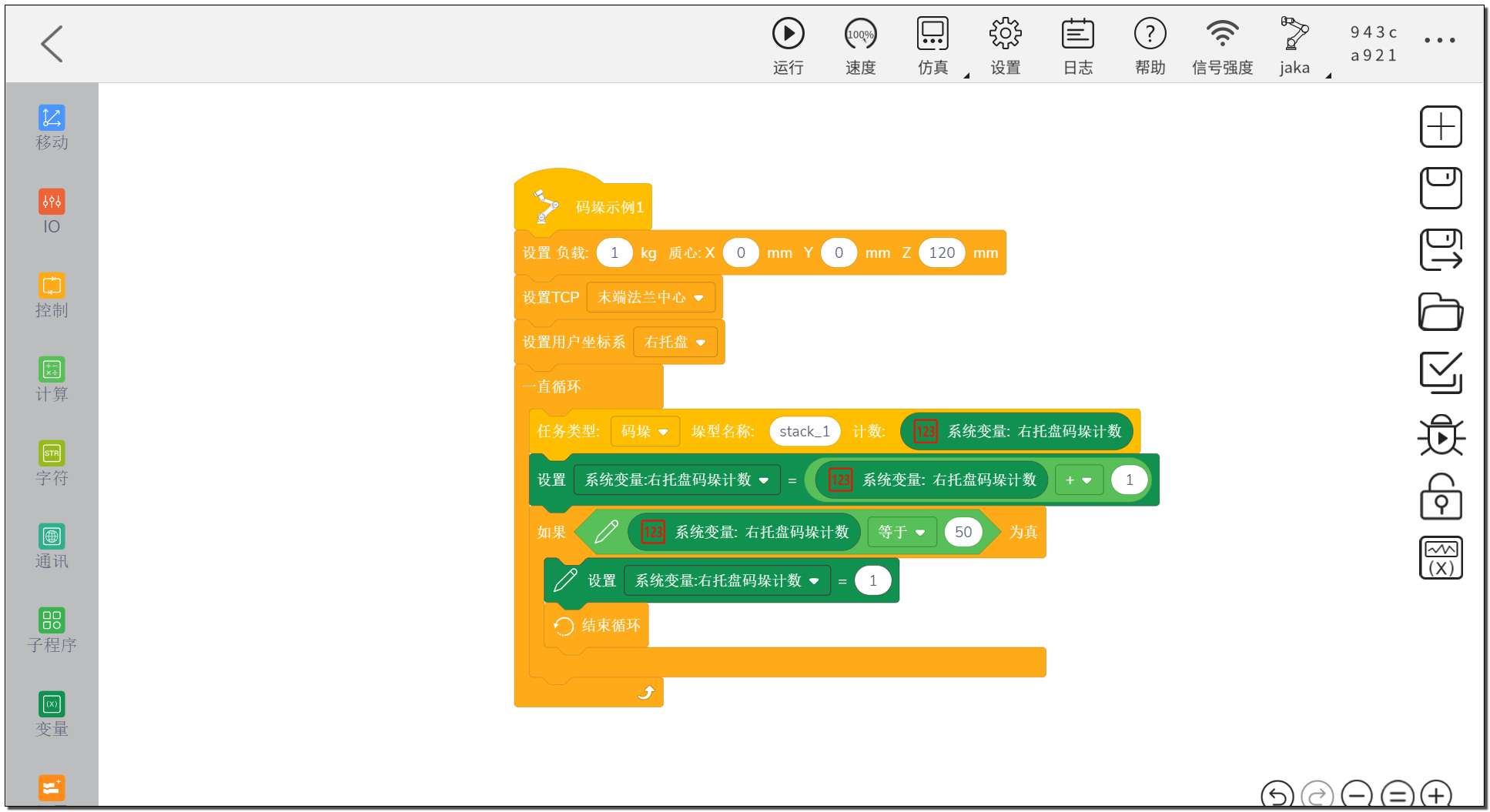
码垛完成检测
这里给出两种码垛完成的处理方案,一种是通过数量判断,并结束程序。另一种是通过托盘完成信号和托盘重置信号实现,完成后通过托盘重置信号继续码垛。
- 数量比较
- 信号检测
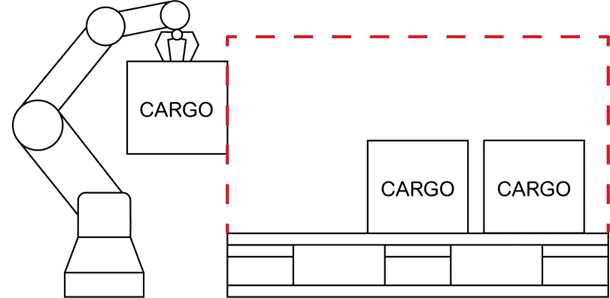
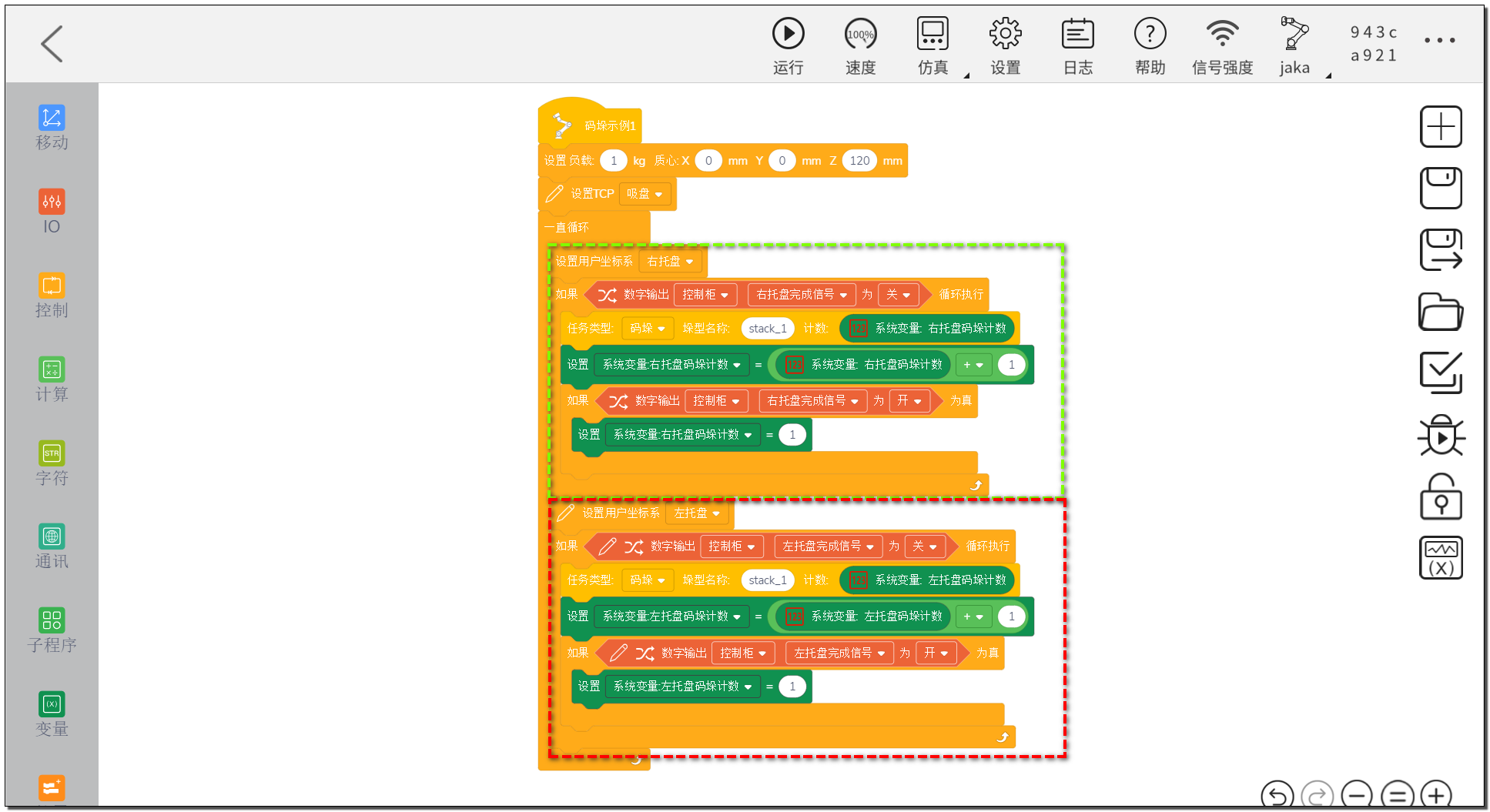
双托盘系统
在此基础上,我们可以轻松的构建出双托盘的码垛程序。
进阶指南
扩展指令
当某些情况下,单行码垛指令无法完成任务时,可以使用扩展指令。
例如:
夹爪或吸盘需要使用多个信号或者通讯的方式进行控制
需要在码垛过程中控制升降轴
取放料时需要自定义一些动作等
···
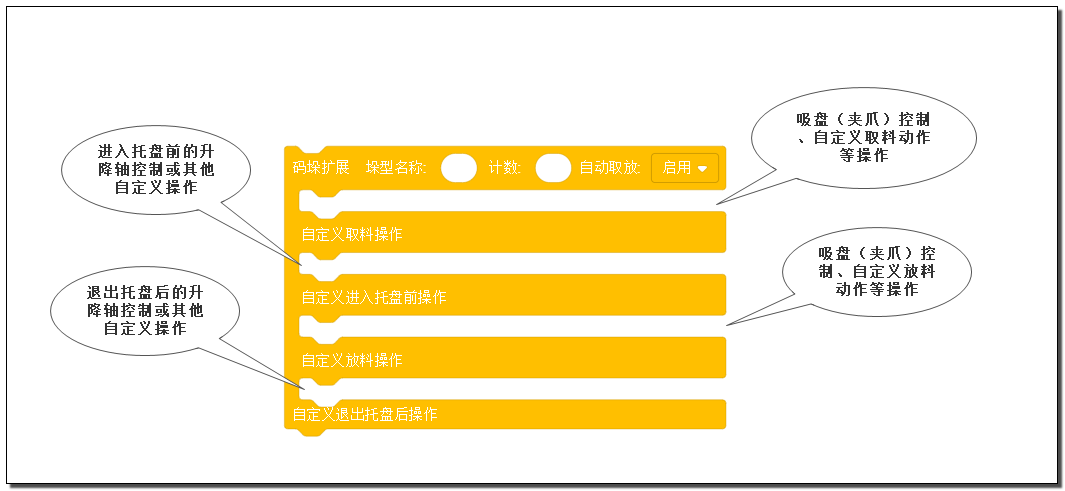
提示: 扩展指令只是将单行的指令拆成了几个部分,留出一些可以让用户添加自定义程序的部分。核心的程序框架仿照上一小节即可。
注:
在 JAKA 控制器软件版本 v1.7.0.x 上,扩展指令的显示略有区别,对应区域的描述文字位于区域上方,其他并无区别。
- 自动取放的说明
启用时的运行顺序: ··· -> 取料前置点 -> 取料点 -> 用户插入的自定义程序 -> 取料后置点 -> ···
禁用时的运行顺序: ··· -> 取料前置点 -> 用户插入的自定义程序 -> ···
扩展拆垛指令同理,这里不做另外的说明。
提示:如果不能理解,实际使用一下试试!
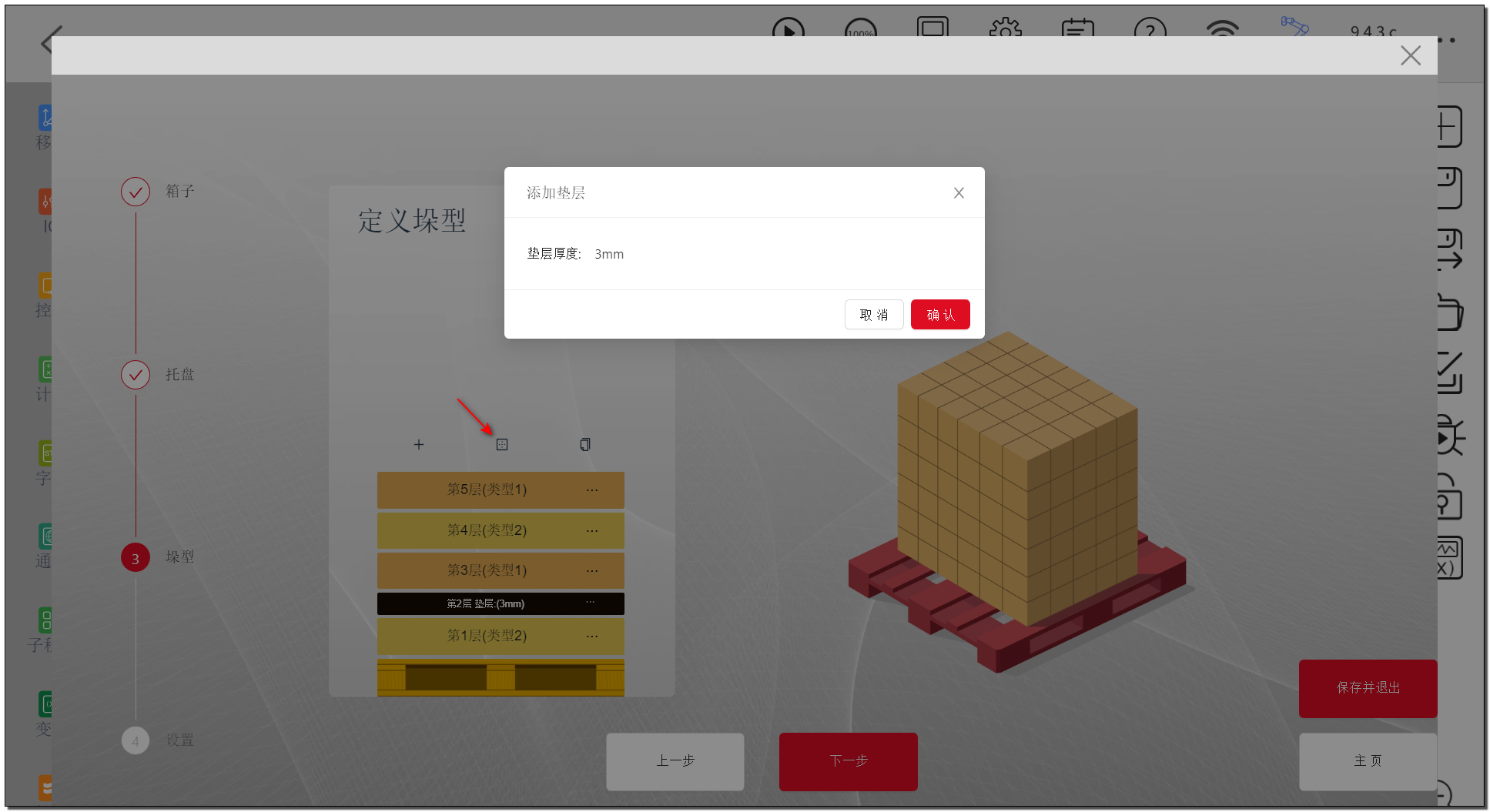
垫层
当码垛任务需要添加垫层时,可以在定义垛型页面添加垫层,并设置垫层的厚度。同样的垫层也可以像层一样拖动,快速的调整位置。
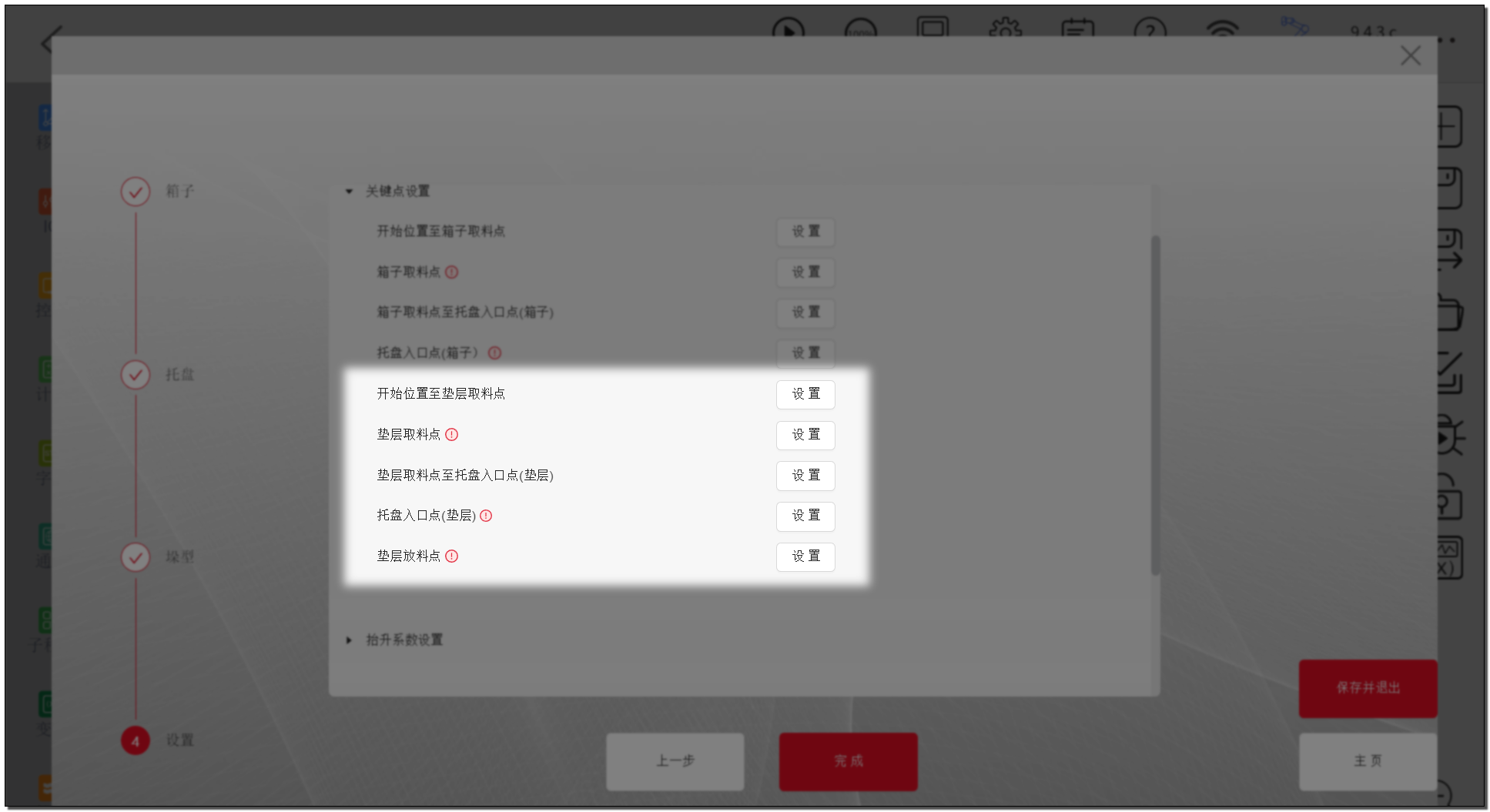
同时,一旦垫层被添加在垛型中,设置页面的“信号设置”和“关键点设置”都会出现相应的设置。
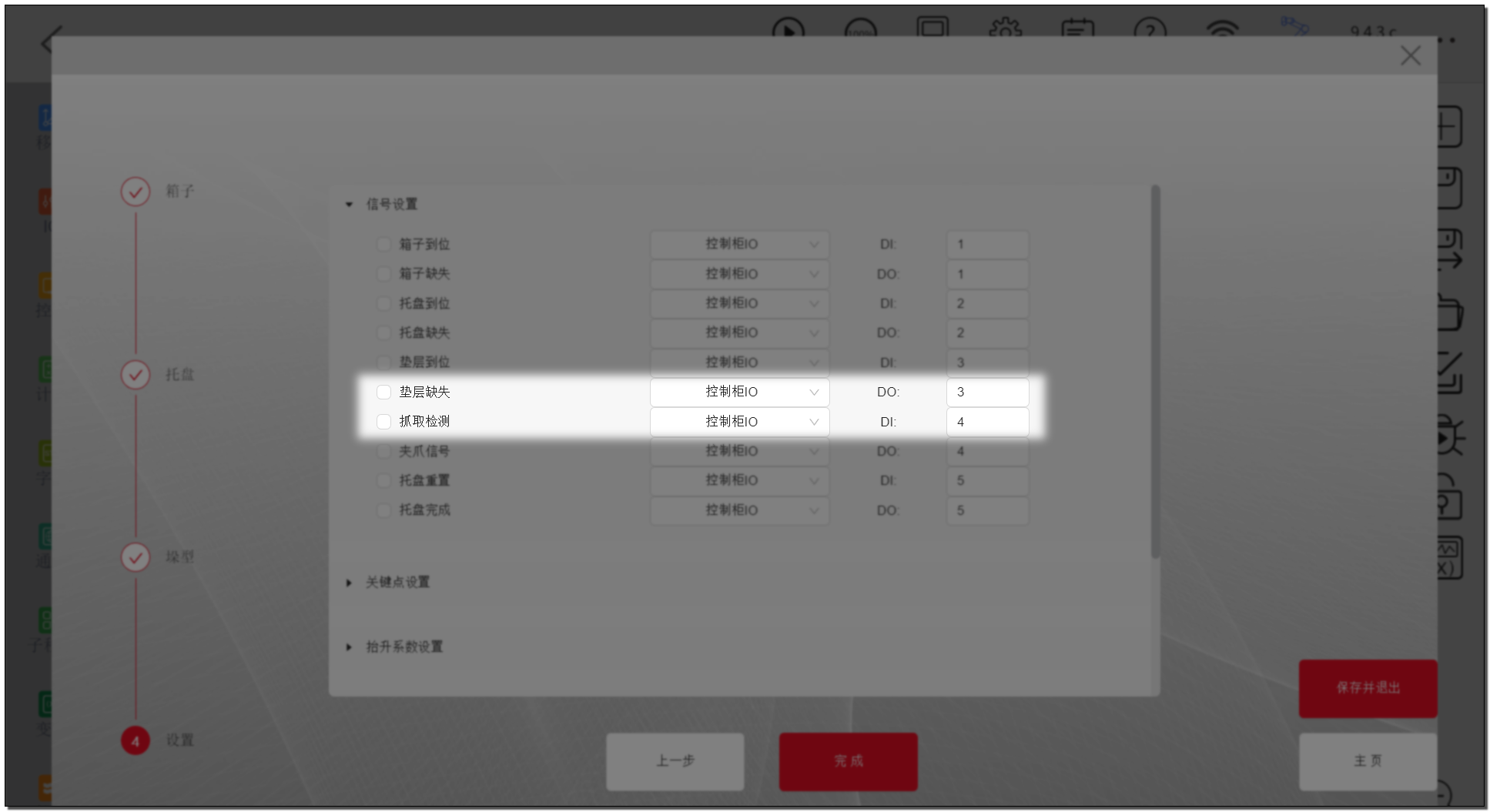
垫层到位:在垫层取料点会持续等待该信号,高电平时继续运行。
垫层缺失:当垫层到位信号为低电平时,输出高电平信号。
开始位置至垫层取料点:同开始位置至箱子取料点类似,只是到垫层取料点上方结束。
垫层取料点:同取料点类似,前置点后后置点与取箱子时的高度一致。
垫层取料点至托盘入口点:同箱子取料点至托盘入口点类似。
托盘入口点(垫层):同托盘入口点类似,在执行垫层码放时生效。
垫层放料点: 用户需要示教一个垫层的放料位置,只需要关注 x 和 y 的位置即可,z 的值程序会根据垫层的位置和当前的垛型自动计算
提示:添加垫层后,每一个垫层都会占用一个码垛计数。例如第一层有 10 个箱子,然后是一个垫层,此时当指令块上的计数等于 11 时,将执行垫层的码放。
常见问题
1. 在托盘上方放料时,在空中就释放了箱子或者压箱子。
- 托盘坐标系设置错误,位于托盘上方或下方。
- 箱子高度设置错误
解决方案:检查设置并修正。
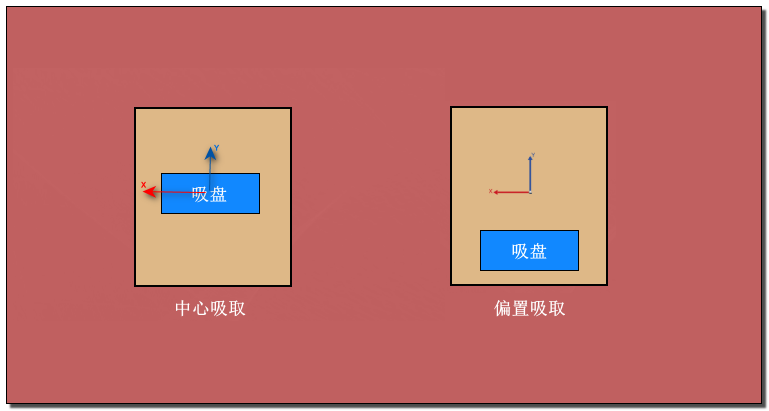
2. 箱子旋转后,放料位置偏移。
- 吸取箱子时工具 TCP 中心没有与箱子中心重合。
解决方案:重新示教 TCP 或调整抓取位置。
3. 垛型管理页面无法打开
JAKA App 当前存在此类 Bug,可能导致页面长时间卡在页面加载中。
解决方案:重启 App使用 VPN / VPS 时无法加载该页面。
解决方案:关闭 VPN / VPS 连接。
4. 程序无法保存
码垛工艺包没有启动
解决方案:在附加程序页面启动码垛工艺包。指令块上的计数框内没有填入数字或变量。
解决方案:填入数字或变量指令块上填入的垛型名称在数据库中没有找到。 解决方案:检查是否存在该垛型,并填入正确的名称。
垛型中不存在层和箱子。
解决方案:检查垛型是否存在层,层中是否存在箱子。
5. 垛型中的一些参数丢失
使用了新的指令块 解决方案:为了更好的兼容和灵活性,码垛工艺包中,不是所有参数都与垛型绑定保存,有一些是保存在指令块上的,当使用了新的指令块时这些参数就需要重新设置。
保存在指令块上的参数: * 托盘用户坐标系 Z 轴反转 * 所有信号设置 * 所有点位设置
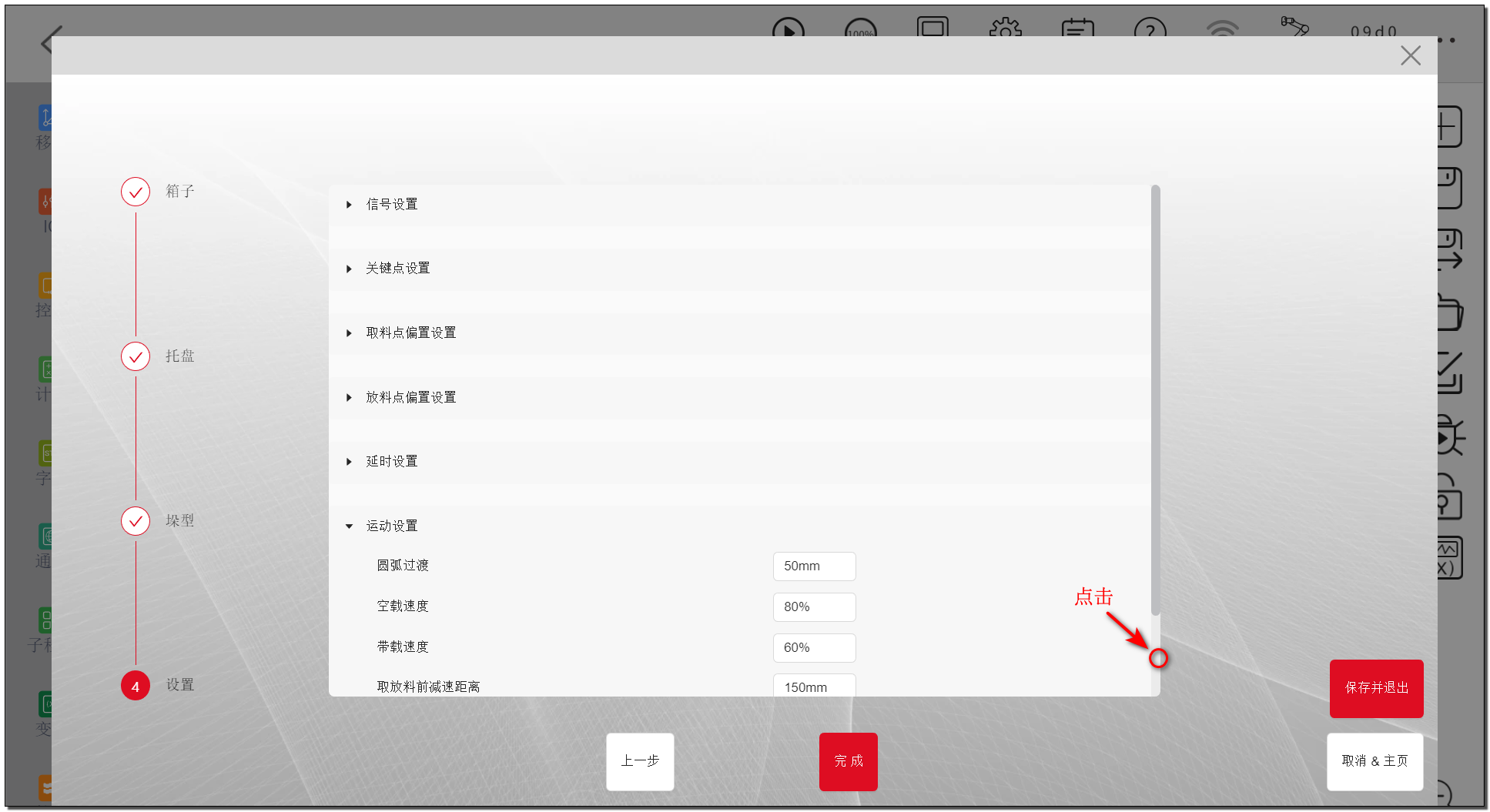
6. 设置页面显示不全
- 使用某些平板或移动设备时,码垛设置页面无法拖动。
解决方案:移动端的 App 中浏览器插件可能不支持滚动事件,可以通过点击滚动条来移动视图,如图所示。